





 扫一扫
扫一扫
盛龙水下堵漏封堵切割打捞焊接作业工程有限公司自成立以来,主要致力于 水下打捞公司、等产品的生产与加工。公司成产以来,始终以“精心服务、客户至上、锐意进取”的经营理念,坚持“客户至上”的原则为同行提供配套服务。您的需要就是我们的服务,您的满意就是我们的目标,我们坚信,未来你您的支持下,我们的事业会更加辉煌,我们以准备好,以安全、及时、高效的服务为客户提供优质的服务。

水下爆破水下难题,一键攻克")
水下氧-火焰切割法通常适用于切割低碳钢、低合金钢等易氧化的材料,不适用于切割不锈钢及除钛以外的有色金属,最适宜切割的厚度范围为10~40mm。切割薄板比较困难,因为薄板在水中的冷却速度比厚板快得多,难以预热到燃点。板厚超过40mm时,虽然也能切割,但操作技术要求较高。
药皮焊条切割虽然切口质量较差,但应用广泛。既可切割低碳钢及低合金钢,也可切割不锈钢及有色金属,尤其适合于切割6mm以下的薄板。切割厚板时困难一些,需要采用拉锯的操作方式使焊条在切口内来回拉锯,以便将熔化金属除掉。熔化极水喷射切割是一金属纯熔化过程,可用于切割黑色金属和有色金属。
水下爆破水下难题,一键攻克")
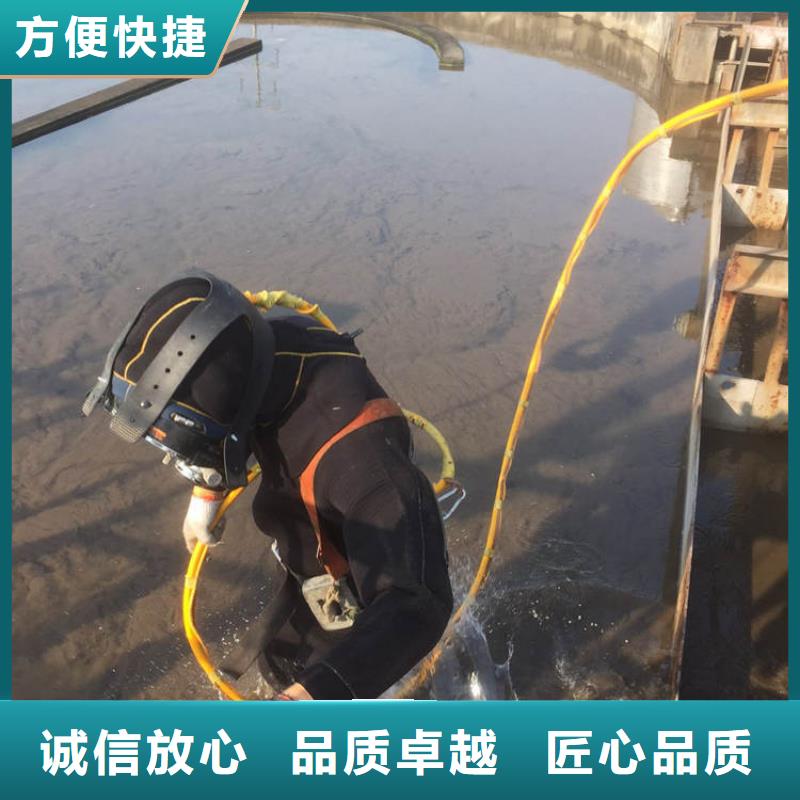
水下焊接与切割安全措施
1、调查作业区气象、水深、水温、流速等环境情况。当水面风力小于6级、作业点水流流速小于0. 1~0. 3m/s时,方可进行作业。
2、水下焊割前应查明被焊割件的性质和结构特点,弄清作业对象内是否存有易燃、易爆和有毒物质。对可能坠落、倒塌物体要适当固定,尤其水下切割时应特别注意,防止砸伤或损伤供气管及电缆。
3、下潜前,在水上,应对焊、割设备及工具、潜水装具,供气管和电缆、通讯联络工具等的绝缘、水密、工艺性能进行检查试验。氧气胶管要用1. 5倍工作压力的蒸汽或热水清洗,胶管内外不得粘附油脂。气管与电缆应每隔.5m捆扎牢固,以免相互绞缠。入水下潜后,应及时整理好供气管、电缆和号绳等,使其处于安全位置,以免损坏。
水下爆破水下难题,一键攻克")
水下爆破水下难题,一键攻克")
水下爆破水下难题,一键攻克")
水下爆破水下难题,一键攻克")
技术支持:k797.com